1. Injection molding
(1) Injection molding
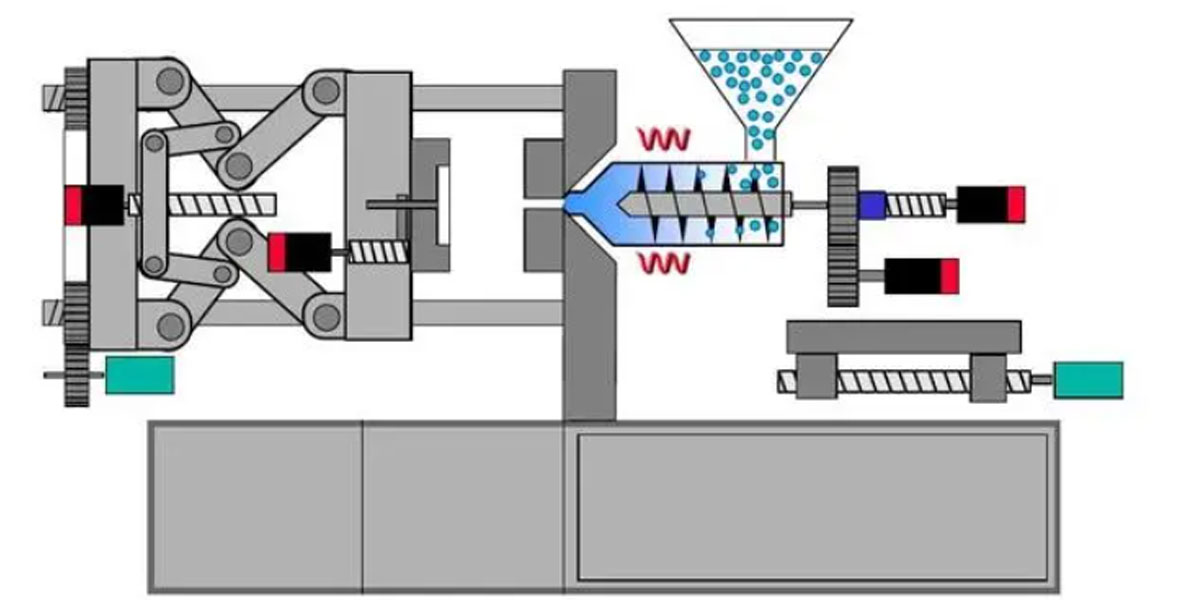
Injection molding: also known as injection molding, its principle is to add granular or powdery raw materials into the hopper of the injection machine, the raw materials are heated and melted into a flowing state, driven by the screw or piston of the injection machine, poured through the nozzle and the mold The system enters the mold cavity where it hardens and sets. Factors affecting the quality of Plastic injection molding: injection pressure, injection time, injection temperature.
Process features:
advantage:
1. Short molding cycle, high production efficiency and easy automation
2. It can form plastic parts with complex shapes, precise dimensions, and metal or non-metal inserts
3. Stable product quality
4. Wide range of adaptation
shortcoming:
1. The price of injection molding equipment is relatively high
2. The structure of the injection mold is complex
3. The production cost is high, the production cycle is long, and it is not suitable for the production of single-piece and small-batch plastic parts
application:
In industrial products, injection molded products include: kitchen supplies (garbage cans, bowls, buckets, pots, tableware and various containers), housings of electrical equipment (hair dryers, vacuum cleaners, food mixers, etc.), toys and games, automobiles Various products of industry, parts of many other products, etc.
(2) Insert injection molding
Insert injection molding: insert molding (insert molding) refers to the injection of resin after the pre-prepared inserts of different materials are placed in the mold, and the molten material is bonded and solidified with the inserts to form an integrated product.
Process features:
1. The pre-forming combination of multiple inserts makes the post-engineering of product unit combination more rational.
2. The combination of the easy formability and bendability of the resin and the rigidity, strength and heat resistance of the metal complement each other to make a complex and exquisite metal-plastic integrated product.
3. Especially by utilizing the combination of the insulation of resin and the conductivity of metal, the molded products can meet the basic functions of electrical products.
4. For rigid molded products and curved elastic molded products on rubber sealing pads, after injection molding on the substrate to form an integrated product, the complicated work of arranging the sealing ring can be omitted, making the automatic combination of the subsequent process easier.
(3) Two-color injection molding
Two-color injection molding: refers to the molding method of injecting two different colored plastics into the same mold. It can make the plastic appear two different colors, and can make the plastic parts present a regular pattern or irregular moiré pattern, so as to improve the usability and aesthetics of the plastic parts.
Process features:
1. The core material can use low-viscosity materials to reduce the injection pressure.
2. From the consideration of environmental protection, the core material can use recycled secondary material.
3. According to different use characteristics, for example, soft materials are used for the skin layer of thick products, hard materials are used for core materials, or foamed plastics can be used for core materials to reduce weight.
4. Lower quality core materials can be used to reduce costs.
5. The skin material or core material can be expensive and have special surface properties, such as anti-electromagnetic interference, high electrical conductivity and other materials to increase product performance.
6. Appropriate combination of skin material and core material can reduce the residual stress of molded products, increase mechanical strength or product surface properties.
(4) Micro-foaming injection molding process
Micro-foaming injection molding process: It is an innovative precision injection molding technology, which uses the expansion of pores to fill the product, and completes the molding of the product under low and average pressure. The microcellular foam molding process can be divided into three stages: first, the supercritical fluid (carbon dioxide or nitrogen) is dissolved into the hot melt adhesive to form a single-phase solution; Cavities, due to the instability of molecules caused by the decrease of temperature and pressure, a large number of bubble nuclei are formed in the product, and these bubble nuclei gradually grow to form tiny holes.
Process features:
1. Precision injection molding;
2. Breaking through many limitations of Two-Color Injection Molding Technology, it can significantly reduce the weight of parts and shorten the molding cycle;
3. The warping deformation and dimensional stability of the workpiece are greatly improved.
application:
Car dashboards, door panels, air-conditioning ducts, etc.
(5) Nano Injection Molding (NMT)
NMT (NanoMolding Technology): It is a method of combining metal and plastic with nanotechnology. After the metal surface is nano-treated, the plastic is directly injection-molded on the metal surface, so that the metal and plastic can be integrally formed. Nano molding technology is divided into two types of processes according to the location of the plastic:
1. The plastic is an integral molding of the non-appearance surface
2. The plastic is integrally formed for the exterior surface
Process features:
1. The product has a metal appearance and texture,
2. Simplify the design of the mechanical parts of the product, making the product lighter, thinner, shorter and smaller, and more cost-effective than CNC processing.
3. Reduce production costs and high bonding strength, and greatly reduce the usage rate of related consumables
Applicable metal and resin materials:
1. Aluminum, magnesium, copper, stainless steel, titanium, iron, galvanized sheet, brass;
2. The adaptability of aluminum alloy is strong, including 1000 to 7000 series;
3. Resins include PPS, PBT, PA6, PA66, PPA;
4. PPS has particularly strong adhesive strength (3000N/c㎡).
application:
Mobile phone case, laptop case, etc.
(6) Blow molding
Blow molding: the molten thermoplastic raw material extruded from the extruder is clamped into the mold, and then air is blown into the raw material, and the molten raw material expands under the action of air pressure, sticks to the wall of the mold cavity, and finally cools The method of curing into the desired product shape. Blow molding is divided into two types: film blow molding and hollow blow molding:
1. Film blowing
Film blowing is to extrude molten plastic into a cylindrical thin tube from the annular gap of the die of the extruder head, and at the same time blow compressed air into the inner cavity of the thin tube from the center hole of the die to blow the thin tube into a diameter Larger tubular film (commonly known as bubble tube), coiled after cooling.
2. Hollow blow molding
Hollow blow molding is a secondary molding technology that inflates the rubber-like parison closed in the mold cavity into a hollow product by means of gas pressure, and is a method of producing hollow plastic products. Hollow blow molding varies according to the manufacturing method of the parison, including extrusion blow molding, injection blow molding, and stretch blow molding.
- 1) Extrusion blow molding: Extrusion blow molding is to extrude a tubular parison with an extruder, clamp it in the mold cavity while it is hot and seal the bottom, and then pass compressed air into the inner cavity of the tube blank to inflate it.
- 2) Injection blow molding: The parison used is obtained by injection molding. The parison is left on the mandrel of the mould, and after closing the mold with the blow mold, the compressed air is passed through the mandrel to inflate the parison, cool down, and the product is obtained after demoulding.
advantage:
The wall thickness of the product is uniform, the weight tolerance is small, the post-processing is less, and the waste corner is small; it is suitable for the production of small refined products with large batches.
3) Stretch blow molding: Place the parison that has been heated to the stretching temperature in the blow mold, stretch it longitudinally with a stretch rod, and stretch it horizontally with the compressed air blown in, so as to obtain the shape of the product. method.
application:
- 1. Film blow molding is mainly used to make plastic thin molds;
- 2. Hollow blow molding is mainly used to make hollow plastic products (bottles, packaging barrels, watering cans, fuel tanks, cans, toys, etc.).
(7) Extrusion molding (profile)
Extrusion molding: Also known as extrusion molding, it is mainly suitable for the molding of thermoplastics, and is also suitable for the molding of some thermosetting and reinforced plastics with good fluidity. The molding process is to use the rotating screw to extrude the heated and melted thermoplastic raw material from the head with the required cross-sectional shape, then shape it by the shaper, and then pass it through the cooler to make it cold and solidified to become the desired cross-sectional shape. product.
Process features:
- 1. Low equipment cost;
- 2. The operation is simple, the process is easy to control, and it is convenient to realize continuous automatic production;
- 3. High production efficiency; uniform and dense product quality;
- 4. Products or semi-finished products with various cross-sectional shapes can be formed by changing the die of the machine head.
application:
In the field of product design, extrusion molding has strong applicability. The types of extruded products include pipes, films, rods, monofilaments, flat tapes, nets, hollow containers, windows, door frames, plates, cable cladding, monofilaments and other special-shaped materials.